关于我们
在自愿的情况下,消除对全人类错误的怀疑
白藜芦醇、白藜芦醇和白藜芦醇,
获得免费报价
三维柔性焊接台及夹具系统操作手册
-
 管理员
管理员 - September and January
三维柔性焊接平台及夹具系统操作手册
1产品概述
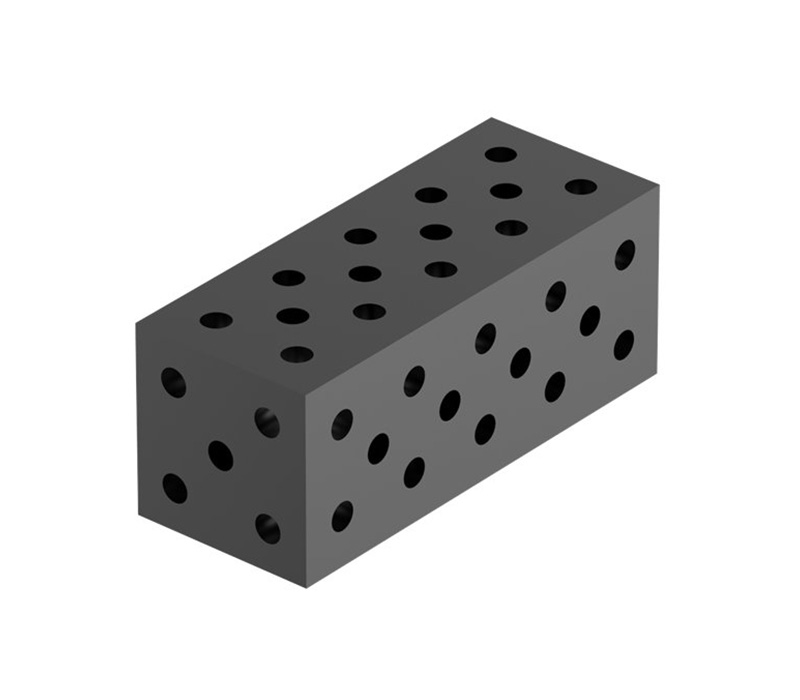
这 三维柔性焊接平台 (焊接台、焊接工作台)是一种先进的模块化工具系统,由具有标准化孔网格的工作表面、各种定位模块和快速夹紧机构组成。该系统基于孔系定位原理,通过标准化模块的灵活组合,实现了不同形状和尺寸工件的快速定位和夹紧。3D柔性焊接平台的核心设计理念是 最大限度地提高工具的通用性和灵活性,使其适合以多品种、小批量为特征的现代制造需求。
该系统通常由以下核心组件组成: 基础工作台 (主平台具有精确布置的定位孔), 定位模块 (包括定位块、直角块、V形块等), 夹紧机构 (快速夹具、螺钉夹具等),以及 连接销/螺栓 (用于模块之间的快速连接和锁定)。焊接台主要分为D16(16mm孔径,50mm孔距)和D28(28mm孔径,100mm孔距)系列,分别适用于中小型和大型工件。
3D柔性焊接平台的主要优势包括 成本效益, 灵活性, 高精度,以及 可重用性与传统的专用模具相比,它大大减少了与模具设计和制造相关的时间和成本,使其特别适合新产品开发和多品种生产模式。平台台的定位精度通常在±0.1mm以内,一些高性能型号甚至达到了±0.05mm的更高精度。
表:三维柔性焊接平台主要技术参数
| 参数类型 | D16系列 | D28系列 |
| 孔径 | 16毫米 | 28毫米 |
| 孔间距精度 | 50毫米±0.05毫米 | 100毫米±0.05毫米 |
| 平面度公差 | ≤0.1毫米/1000毫米 | ≤0.1毫米/1000毫米 |
| 负载能力 | 0.5-1吨/平方米 | 1-2吨/平方米 |
| 渗氮硬度 | HV450-600 | HV450-600 |
| 典型工件应用 | 钣金、小型结构件 | 大型焊接结构,重型工件 |


2安全操作规程
2.1操作前安全检查
启动前,操作员必须进行全面的 安全评估检查平台安装是否稳固,承重点是否均匀,调平装置是否锁紧。确保平台表面清洁,无焊接飞溅物、金属碎屑或其他残留物,T形槽和定位孔清晰。检查所有夹紧模块、定位销和螺栓是否损坏、破裂或过度磨损。检查电源系统,包括电缆和接地。对于气动/液压夹紧系统,检查是否泄漏,并确保压力表读数正常。进行空载试运行,检查机构是否平稳运行和异常噪音。
2.2个人防护装备(PPE)
操作员必须穿戴完整 个人防护装备,包括焊接头盔、阻燃服、防割手套和安全鞋。研磨或切割时应佩戴抗冲击护目镜。工作区域必须保持整洁,无浮油和绊倒危险,并配备足够的消防设备。
2.3设备安全措施
起重安全:吊装平台或大型工件时,使用四根等长的钢丝绳均匀地系在四个吊装孔上。切勿在起吊的负载下站立或通过。
电气安全:焊接设备必须具有可靠的接地保护。电缆应远离高温区域和锐边,以防止绝缘损坏。
夹紧安全:夹紧后,检查所有点的安全性,以防止焊接过程中发生位移。气动/液压系统应具有压力保持装置,以避免突然压力损失造成的事故。
防火:易燃易爆材料不得存放在焊接平台附近。使用防溅措施,如防火垫或防溅喷雾。
表:关键安全点汇总
| 操作阶段 | 主要风险 | 预防措施 |
| 设备检查 | 机械伤害、电气事故 | 检查平台稳定性、电源线完整性 |
| 工件夹紧 | 工件掉落、夹伤 | 确保有足够的夹紧力,使用指定的吊点 |
| 焊接操作 | 飞溅烧伤、电弧眼损伤 | 穿戴个人防护装备,设置焊接屏幕 |
| 设备维护 | 化学腐蚀、机械伤害 | 在断电的情况下进行维护,使用指定的清洁剂/润滑剂 |
3详细操作程序
3.1平台准备和平整
平台准备 是确保焊接精度的基础。根据工件选择合适的平台尺寸’;s的尺寸、重量和结构。将平台放置在坚实、水平的基础上。使用 调平螺栓 调整平台;水平。用精密水准仪检查;确保误差不超过0.1/1000mm。彻底清洁工作表面,确保所有定位孔清晰。如果需要,可以使用U形箱、L形箱或支撑角铁等扩展模块来扩展工作区域。

3.2工件夹紧和定位
这是核心步骤。分析工件图纸以确定 基准点 以及夹紧位置;3-2-1”或者“;六分”;定位原则。选择合适的 定位模块 (限位块、销钉、V形块)和 夹紧装置 (手动快速夹具、气动/液压夹具)。使用销钉/螺栓将它们固定到网格孔上。
安装 定位模块 从初级基准到次级基准。将锁销插入孔中,顺时针转动手柄(或接合快速锁定机构),通过球形机构将其牢牢锁定。
安排 夹具 使得夹紧力垂直于主工件表面。对于薄或易变形的零件,增加夹紧点的数量并减少力,或使用补偿夹具。对于复杂的表面,使用特殊的夹紧头或尼龙垫,以防止损坏。

3.3焊接执行和过程控制
夹紧后,开始焊接。根据材料、厚度和工艺设置电流、电压、速度和气体流量等参数。对于机器人焊接,对路径进行编程和模拟,以确保没有干扰。
控制 热变形 在焊接过程中。对于长焊缝,使用跳焊等技术来减少热量积聚。对关键焊缝采取防变形措施或刚性固定。切勿在平台表面直接引弧;使用铜背板或焊盘。
监视器 焊缝成形 并根据需要调整参数。对于高精度工作,在工件冷却到室温后测量关键尺寸。
3.4完工和工件拆除
焊接后,让工件 凉爽定型 在松开夹具之前,将夹具加热到合适的温度(通常低于200°C)。拆卸顺序与安装顺序相反:首先拆卸夹具,然后拆卸辅助支架,最后拆卸定位模块。避免用力过猛,以防止变形或表面损坏。
清除平台表面的飞溅物和碎屑。 防飞溅溶液 可用于更容易的清洁。使用压缩空气或刷子彻底清洁工作表面和孔。进行最终检查,确保工件符合图纸要求。
表:常见操作问题和解决方案
| 问题 | 可能原因 | 解决方案 |
| 定位不准确 | 销钉磨损,孔中有碎屑 | 更换销钉,清洁孔 |
| 夹紧力不足 | 夹具损坏,压力低 | 维护夹紧系统,调整压力 |
| 局部平台变形 | 过载、支持不当 | 检查水平度,均匀分布支架 |
| 难以锁定销钉 | 粘球、螺纹损坏 | 清洁/润滑销钉,更换损坏的零件 |
4日常维护和保养
4.1日常维护
每次轮班后,彻底清洁平台。使用木制或塑料刮刀清除飞溅物和金属屑。用专用钢丝刷清洁定位孔。用防锈油擦拭表面。定期润滑销钉的球形机构。检查卡箍是否有损坏的螺纹或磨损的部件。检查气动/液压系统是否泄漏。
4.2定期维护
每周或每月,进行全面检查。验证平台’;水平度,必要时重新水平。检查孔间距精度;如果误差超过±0.1mm,则需要专业维修。用精密水准仪或激光跟踪仪检查平整度。
进行 精度校准 每3-6个月使用CMM或其他精密设备。对于使用频繁的平台,建议每6-12个月进行一次专业验证。精度可以通过刮擦或研磨来恢复。
4.3长期储存的维护
对于 储存时间超过一个月,进行特殊维护。彻底清洁后,涂上无水防锈油,用防潮纸覆盖,然后用白纸覆盖。用保护罩盖住平台,并将其存放在干燥的地方。每月检查防锈状态。
表:维护计划和建议
| 维护类型 | 频率 | 关键活动 | 标准要求 |
| 日常维护 | 每次轮班后 | 清洁表面/孔,涂防锈油 | 无飞溅/碎屑,油膜薄 |
| 每周检查 | 周刊 | 检查水平度、销钉功能、夹紧力 | 水平误差≤0.1/1000mm |
| 每月维护 | 每月 | 全面清洁、润滑、防锈 | 所有部件功能正常,无锈蚀 |
| 精度验证 | 6-12个月 | 平面度、孔间距、定位精度 | 符合工厂标准或使用要求 |
5常见故障及排除
常见问题包括 定位精度损失, 夹紧力不足,以及 平台变形.
对于 定位不准确,检查孔中是否有磨损的销钉或碎屑。更换销钉并清洁孔。表面划痕或变形可能需要专业的表面重修。
夹紧机构故障:对于手动夹具,检查螺纹和弹性部件。对于气动/液压系统,检查压力和密封件。确保补偿夹功能正常。
过早磨损或平台变形 通常是由于过载、局部过热或使用平台进行锤击等误用造成的。确保均匀支撑。轻微变形可以通过刮擦来纠正;严重病例需要制造商维修。
对于 焊接飞溅附着力,焊接前涂上防溅液。用专用工具小心清除粘附的飞溅物。定期检查平台材料状况。
本手册为3D柔性焊接平台的安全高效操作提供了基本指南。始终参考特定制造商’;这是你的设备说明书。
![]()
有关焊接台的更多信息,请访问网站https://www.fdtweldingtable.com或者直接联系销售团队。
河北法通机械制造有限公司有限公司(FDT焊接表)
Email: sales@fadetong.com
Website: https://www.fdtweldingtable.com
最近的帖子