Über uns
Aber um zu erkennen, wo alle diese Natus Fehler sitzen volptatem
accusantium doloremque laudantium, totam rem aperiam,
Erhalten Sie ein kostenloses Angebot
-
Startseite

-
Blog
-
Industrie Artikel
- Bedienungsanleitung für 3D Flexible Schweißtisch und Befestigungssystem
Bedienungsanleitung für 3D Flexible Schweißtisch und Befestigungssystem
-
 Verwalter
Verwalter - 9,1 月
Bedienungsanleitung für 3D Flexible Schweißplattform und Befestigungssystem
1 Produktüberblick
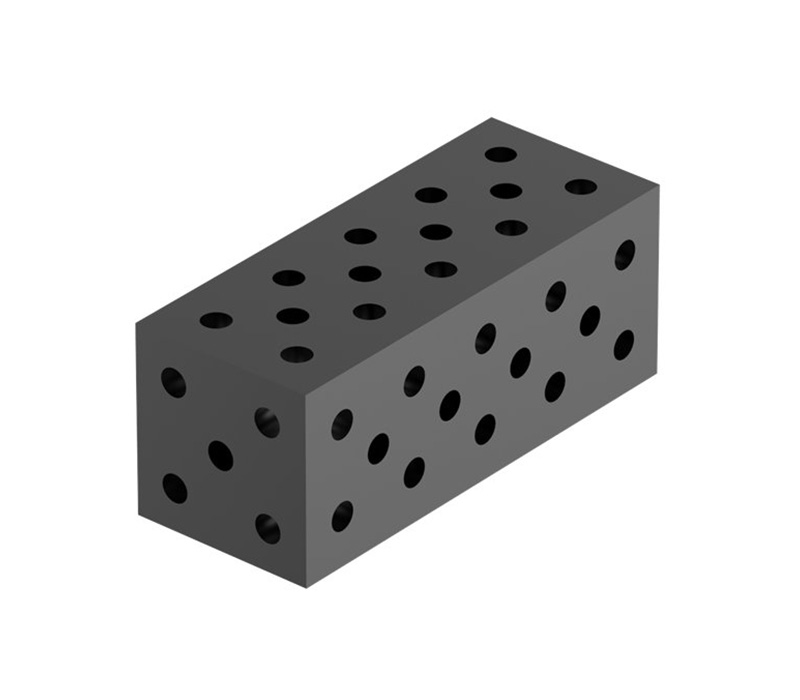
Die 3D flexible Schweißplattform (Schweißtisch, Schweißwerkbank)ist ein fortschrittliches modulares Werkzeugsystem, bestehend aus einer Arbeitsfläche mit einem standardisierten Löchergitter, verschiedenen Positioniermodulen und Schnellspannmechanismen. Dieses System basiert auf dem Prinzip der Lochsystempositionierung und ermöglicht durch die flexible Kombination von standardisierten Modulen eine schnelle Positionierung und Klemmung von Werkstücken unterschiedlicher Formen und Größen. Das Kernprojekt der 3D-flexiblen Schweißplattform ist Maximieren Sie die Universalität und Flexibilität der WerkzeugeSo ist es für moderne Fertigungsbedürfnisse geeignet, die sich durch mehrere Sorten und kleine Chargengrößen auszeichnen.
Das System besteht typischerweise aus den folgenden Kernkomponenten: Basis Arbeitstisch (die Hauptplattform mit genau angeordneten Positionierlöchern), Positionierungsmodule (einschließlich Positionierblöcke, Rechtwinkelblöcke, V-Blöcke usw.), Klemmmechanismen (Schnellklemmen, Schraubklemmen usw.) und Anschlussstifte/Schrauben (für schnelle Verbindung und Verriegelung zwischen Modulen). Schweißtische werden hauptsächlich in die Serien D16 (16mm Lochdurchmesser, 50mm Lochbestand) und D28 (28mm Lochdurchmesser, 100mm Lochbestand) unterteilt, die für kleine / mittlere und große Werkstücke geeignet sind.
Hauptvorteile der 3D-flexiblen Schweißplattform sind Kosteneffizienz, Flexibilität, hohe Präzisionund WiederverwendbarkeitIm Vergleich zu herkömmlichen speziellen Werkzeugen reduziert es die Zeit und die Kosten, die mit der Konstruktion und Herstellung von Werkzeugen verbunden sind, erheblich, was es besonders für die Entwicklung neuer Produkte und vielfältige Produktionsmodi geeignet macht. Die Positionierungsgenauigkeit des Plattformtisches liegt typischerweise innerhalb von ±0,1 mm, wobei einige Hochleistungsmodelle eine noch höhere Präzision von ±0,05 mm erreichen.
Tabelle: Haupttechnische Parameter von 3D flexiblen Schweißplattformen
| Parametertyp | Serie D16 | Serie D28 |
| Durchmesser des Loches | 16 mm | 28 mm |
| Genauigkeit des Loch-Abstands | 50 mm ± 0,05 mm | 100 mm ± 0,05 mm |
| Flachheit Toleranz | ≤ 0,1 mm / 1000 mm | ≤ 0,1 mm / 1000 mm |
| Lastkapazität | 0,5-1 Tonnen / m² | 1-2 Tonnen / m² |
| Nitrierungshärte | HV450-600 | HV450-600 |
| Typische Werkstückanwendungen | Blech, kleine Bauteile | Große Schweißkonstruktionen, schwere Werkstücke |


2 Sicherheitsbetriebsverfahren
2.1 Sicherheitskontrolle vor dem Betrieb
Vor dem Start müssen die Betreiber eine umfassende SicherheitsbewertungÜberprüfen Sie, ob die Plattform stabil installiert ist, die Tragpunkte gleichmäßig sind und die Nivelliergeräte gesperrt sind. Stellen Sie sicher, dass die Plattformoberfläche sauber ist, frei von Schweißsprutzen, Metallschmutzen oder anderen Rückständen und dass T-Schlitze und Positionierungslöcher klar sind. Überprüfen Sie alle Klemmmodule, Positionierstifte und Schrauben auf Schäden, Risse oder übermäßigen Verschleiß. Überprüfen Sie das Stromanlage, einschließlich Kabel und Erdung. Bei pneumatischen/hydraulischen Klemmsystemen prüfen Sie auf Leckagen und stellen Sie sicher, dass die Messmessmesswerte normal sind. Führen Sie einen Testlauf ohne Last durch, um Mechanismen für einen reibungslosen Betrieb und ungewöhnliche Geräusche zu überprüfen.
2.2 Persönliche Schutzausrüstung (PPE)
Betreiber müssen komplett tragen Persönliche Schutzausrüstungeinschließlich eines Schweißhelms, flammhemmender Kleidung, Schutzhandschuhe und Sicherheitsschuhe. Schlagfeste Brillen sollten zum Schleifen oder Schneiden getragen werden. Der Arbeitsbereich muss ordentlich gehalten werden, frei von Ölflecken und Stoßgefahren und mit angemessener Feuerbekämpfungsausrüstung ausgestattet sein.
2.3 Sicherheitsmaßnahmen für Geräte
HebesicherheitWenn Sie die Plattform oder große Werkstücke heben, verwenden Sie vier Drahtseile gleicher Länge, die gleichmäßig an den vier Hublöchern befestigt sind. Stehen oder passieren Sie niemals unter einer angehobenen Last.
Elektrische SicherheitSchweißgeräte müssen einen zuverlässigen Bodenschutz haben. Halten Sie Kabel fern von Hochtemperaturbereichen und scharfen Kanten, um Isolationsschäden zu verhindern.
Klemmsicherheit: Nach dem Klemmen überprüfen Sie alle Punkte auf Sicherheit, um Verschiebungen beim Schweißen zu verhindern. Pneumatik-/hydraulische Systeme sollten Druckhalteeinrichtungen aufweisen, um Unfälle durch plötzlichen Druckverlust zu vermeiden.
BrandschutzBrennbare oder explosive Materialien dürfen nicht in der Nähe der Schweißplattform gelagert werden. Verwenden Sie Spritzschutzmaßnahmen wie feuerfeste Matten oder Spritzschutz.
Tabelle: Zusammenfassung der wichtigsten Sicherheitspunkte
| Betriebsphase | Hauptrisiken | Präventive Maßnahmen |
| Ausrüstungsprüfung | Mechanische Verletzungen, Elektrische Unfälle | Prüfen Sie die Stabilität der Plattform, die Integrität der Stromleitung |
| Werkstück Klemmen | Werkstück fallen, Klemmen | Gewährleisten Sie ausreichende Klemmkraft, verwenden Sie bestimmte Hebepunkte |
| Schweißbetrieb | Spatterverbrennungen, Augenverletzung | Tragen Sie PPE, setzen Sie Schweißschirme auf |
| Wartung der Ausrüstung | Chemische Korrosion, Mechanische Verletzung | Wartung mit Ausschaltung durchführen, spezifische Reiniger/Schmierstoffe verwenden |
3 Detaillierte Betriebsverfahren
3.1 Plattformvorbereitung und Leveling
Plattformvorbereitung ist grundlegend für die Gewährleistung der Schweißgenauigkeit. Wählen Sie die entsprechende Plattformgröße basierend auf dem Werkstück’ Abmessungen, Gewicht und Struktur. Legen Sie die Plattform auf eine solide, ebene Grundlage. Benutzen Sie die Nivellierbolzen zur Anpassung der Plattform’ Horizontalität. Prüfen Sie mit einer Präzisionsstufe; Stellen Sie sicher, dass der Fehler 0,1/1000 mm nicht überschreitet. Reinigen Sie die Arbeitsfläche gründlich und stellen Sie sicher, dass alle Positionierungslöcher klar sind. Verwenden Sie bei Bedarf Erweiterungsmodule wie U-förmige Boxen, L-förmige Boxen oder Stützwinkeleisen, um den Arbeitsbereich zu erweitern.

3.2 Werkstückspannung und Positionierung
Das ist der Kernschratt. Analysieren Sie die Werkstückzeichnung, um die Datumspunkte und Klemmstellen, folgend der “ 3-2-1” oder “ sechs Punkte” Lokalisierungsprinzip. Wählen Sie geeignet Positionierungsmodule (Stoppblöcke, Stifte, V-Blöcke) und Klemmgeräte (manuelle Schnellklemmen, pneumatische / hydraulische Klemmen). Befestigen Sie sie an den Gitterlöchern mit Stiften / Schrauben.
Installieren Positionierungsmodule von primären bis sekundären Datums. Stecken Sie den Verriegelungsstift in das Loch und drehen Sie den Griff im Uhrzeigersinn (oder greifen Sie den Schnellverriegelungsmechanismus an), um ihn über den Kugelmechanismus sicher zu verriegeln.
Anordnen Klemmen so, dass die Klemmkraft senkrecht zur Hauptwerkstückfläche liegt. Für dünne oder leicht verformte Teile erhöhen Sie die Anzahl der Klemmpunkte und reduzieren Sie die Kraft oder verwenden Sie kompensierte Klemmen. Verwenden Sie spezielle Klemmköpfe oder Nylon-Pads für komplexe Oberflächen, um Schäden zu verhindern.

3.3 Schweißausführung und Prozesssteuerung
Nach dem Klemmen beginnen Sie mit dem Schweißen. Festlegen Sie Parameter wie Strom, Spannung, Geschwindigkeit und Gasfluss basierend auf Material, Dicke und Prozess. Für das Roboterschweißen programmieren und simulieren Sie den Weg, um keine Störungen zu gewährleisten.
Steuerung Wärmeverzerrung beim Schweißen. Verwenden Sie Techniken wie Skip-Schweißen für lange Nähte, um den Wärmeaufbau zu reduzieren. Verwenden Sie Anti-Verzerrungsmaßnahmen oder starre Befestigung für kritische Schweißungen. Schlagen Sie niemals einen Bogen direkt auf die Plattformoberfläche; Verwenden Sie Kupferträgerplatten oder Schweißpads.
Überwachung Schweißbildung und die Parameter nach Bedarf anpassen. Für eine hochpräzise Arbeit messen Sie die Schlüsselameßungen, nachdem das Werkstück auf Raumtemperatur abgekühlt ist.
3.4 Fertigstellung und Werkstückentfernung
Nach dem Schweißen lassen Sie das Werkstück kühl und gesetzt in der Vorrichtung auf eine geeignete Temperatur (typischerweise unter 200°C) vor dem Lösen der Klemmen. Die Entfernungsfolge ist die Umgekehrte der Installation: zunächst entfernen Sie die Klemmen, dann die Hilfsstützen und schließlich die Positionierung der Module. Vermeiden Sie übermäßige Kraft, um Verformungen oder Oberflächenschäden zu verhindern.
Reinigen Sie die Plattformoberfläche von Spritzen und Trümmern. Anti-Spritzlösung kann zur einfacheren Reinigung verwendet werden. Verwenden Sie Druckluft oder eine Bürste, um die Arbeitsfläche und Löcher gründlich zu reinigen. Führen Sie eine Endprüfung durch, um sicherzustellen, dass das Werkstück die Zeichnungsanforderungen erfüllt.
Tabelle: Häufige operative Probleme und Lösungen
| Problem | Mögliche Ursache | Lösung |
| Ungenaue Positionierung | Verschleißte Pins, Müll in Löchern | Pins ersetzen, Löcher reinigen |
| Unausreichende Klemmkraft | Beschädigte Klemme, Niederdruck | Klemmsystem aufrechterhalten, Druck einstellen |
| Lokale Plattformdeformation | Überlastung, falsche Unterstützung | Ebenheit überprüfen, Unterstützungen gleichmäßig verteilen |
| Schwierigkeit Verriegelung Pins | Kugelhaftung, Gewindebeschädigung | Reinigen/Schmieren von Stiften, Ersatz beschädigter Teile |
4 Tägliche Wartung und Pflege
4.1 Tägliche Wartung
Nach jeder SchichtReinigen Sie die Plattform gründlich. Verwenden Sie einen Holz- oder Kunststoffschraber, um Spritzer und Metallspäne zu entfernen. Reinigen Sie Positionierungslöcher mit einer speziellen Drahtbürste. Wischen Sie die Oberfläche mit Anti-Rost-Öl. Schmieren Sie den Kugelmechanismus der Stifte regelmäßig. Prüfen Sie Klemmen auf beschädigte Fäden oder verschleißte Komponenten. Prüfen Sie pneumatische/hydraulische Systeme auf Leckagen.
4.2 Periodische Wartung
Wöchentlich oder monatlichFühren Sie eine umfassende Prüfung durch. Überprüfen Sie die Plattform’ s Niveau und erneut Niveau, wenn nötig. Prüfen Sie die Genauigkeit des Loch-Abstands; professionelle Reparatur ist erforderlich, wenn der Fehler ±0.1mm übersteigt. Überprüfen Sie die Ebenheit mit einem Präzisionsniveau oder einem Lasertracker.
Verhalten Genauigkeitkalibrierung alle 3-6 Monate mit einem CMM oder anderen Präzisionsgeräten. Für stark verwendete Plattformen wird eine professionelle Überprüfung alle 6-12 Monate empfohlen. Die Präzision kann durch Schaben oder Schleifen wiederhergestellt werden.
4.3 Wartung für Langzeitlagerung
Für Lagerung über einen MonatSpezielle Wartung durchführen. Nach gründlicher Reinigung wasserfreies rostfreies Öl auftragen, mit feuchtigkeitsdichtem Papier und dann weißem Papier abdecken. Abdecken Sie die Plattform mit einer Schutzabdeckung und lagern Sie sie an einem trockenen Ort. Überprüfen Sie den Anti-Rost-Status monatlich.
Tabelle: Wartungsplan und Empfehlungen
| Wartungstyp | Frequenz | Hauptaktivitäten | Standardanforderungen |
| Tägliche Wartung | Nach jeder Schicht | Oberfläche/Löcher reinigen, Antirostöl auftragen | Frei von Spritz/Müll, Dünner Ölfilm |
| Wöchentlicher Check | Wöchentlich | Ebenheit prüfen, Pin-Funktion, Klemmkraft | Pegelfehler ≤ 0,1/1000 mm |
| Monatliche Wartung | Monatlich | Umfassende Reinigung, Schmierung, Rostprävention | Alle Teile funktional, Kein Rost |
| Genauigkeitsprüfung | 6-12 Monate | Ebenheit, Lochbestand, Positionierungsgenauigkeit | Erfüllen Sie Fabrikstandards oder Nutzungsanforderungen |
5 Häufige Fehler und Fehlerbehebung
Häufige Probleme umfassen Verlust der Positionierungsgenauigkeit, unzureichende Klemmkraftund Plattformdeformation.
Für Ungenauigkeit der PositionierungÜberprüfen Sie auf verschleißte Stifte oder Trümmer in Löchern. Ersetzen Sie Stifte und reinigen Sie Löcher. Kratzer oder Verformungen der Oberfläche können eine professionelle Aufarbeitung erfordern.
Ausfall des Klemmmechanismus: Für manuelle Klemmen prüfen Sie Gewinde und elastische Komponenten. Für Pneumatik-/Hydrauliksysteme überprüfen Sie Druck und Dichtungen. Stellen Sie sicher, dass die Kompensationsklemmen korrekt funktionieren.
Vorzeitiger Verschleiß oder Plattformdeformation Oft resultiert aus Missbrauch wie Überlastung, lokale Überhitzung oder Verwendung der Plattform zum Hämmern. Kleinere Verformung kann durch Krabben korrigiert werden; Schwere Fälle benötigen eine Reparatur des Herstellers.
Für Schweißen Spritzhaftung, Anti-Spritzflüssigkeit vor dem Schweißen auftragen. Entfernen Sie geklebte Spritzer vorsichtig mit speziellen Werkzeugen. Überprüfen Sie regelmäßig den Materialzustand der Plattform.
Dieses Handbuch enthält wesentliche Richtlinien für den sicheren und effizienten Betrieb von 3D Flexible Schweißplattformen. Verwenden Sie sich immer auf den spezifischen Hersteller’ Anweisungen für Ihre Ausrüstung.
![]()
Für weitere Informationen zu Schweißtischen besuchen Sie bitte die Website unter https://www.fdtweldingtable.com oder kontaktieren Sie das Verkaufsteam direkt.
Hebei Fadetong Machinery Manufacturing Co., Ltd. (FDT Schweißtisch)
Email: sales@fadetong.com
Website: https://www.fdtweldingtable.com
Letzter Beitrag


Verwandte Produkte
Bestverkaufte Produkte

D28 3D Schweißtisch
Die Tische der Serie D28 werden häufig in der großen Stahlkonstruktion- und Schwermaschineindustrie verwendet.

D28 2D Schweißtisch
Die Tische der Serie D28 werden häufig in der großen Stahlkonstruktion- und Schwermaschineindustrie verwendet.

D16 3D Schweißtisch
Die Tische der Serie D16 werden häufig für Blech- und kleine Stahlbauteile verwendet.

D16 2D Schweißtisch
Die Tische der Serie D16 werden häufig für Blech- und kleine Stahlbauteile verwendet.

Achteckiger Schweißtisch
Octagonal Platform wird hauptsächlich in industriellen Umgebungen wie Roboterintegration und Positionierwerkzeuge eingesetzt.
U Form Box und L Form Box
U-förmige Quadratboxen werden hauptsächlich zur Höhenpositionierung und Verlängerungstützung von Werkstücken in modularen 3D-flexiblen Schweißsystemen eingesetzt.